 English
English 中文简体
中文简体 Español
Español عربى
عربى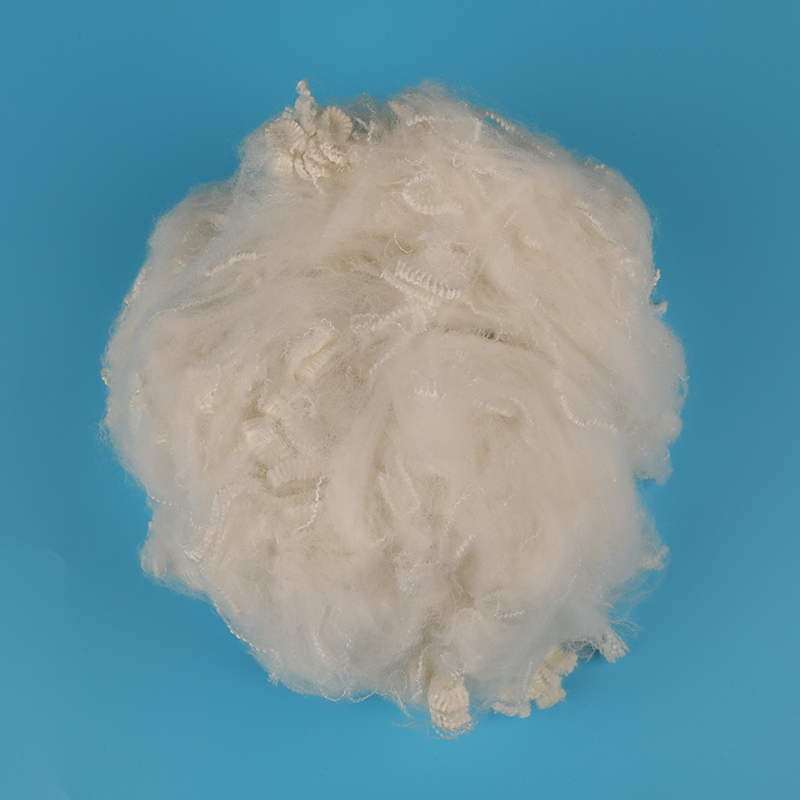

Product Consultation
Your email address will not be published. Required fields are marked *
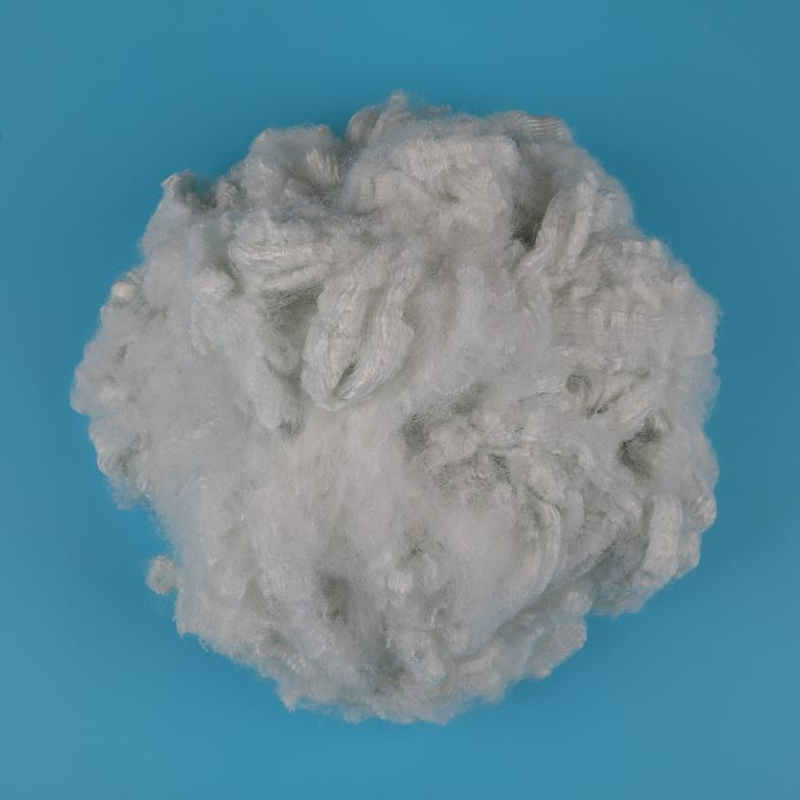
Super white non-woven staple fibers are the definitive material choice for industries where absolute visual purity, superior liquid handling, and strict hygiene standards are non-negotiable. Unlike standard fibers that may exhibit yellowish or grayish undertones due to impurities or manufacturing inconsistencies, these specially engineered fibers achieve a level of whiteness that directly correlates with high cleanliness and premium quality. They serve as the foundational building block for critical products ranging from medical surgical gowns to high-end baby diapers, ensuring that the final non-woven fabric not only performs flawlessly under stress but also conveys an immediate sense of trust and sterility to the end-user. By prioritizing optical brightness alongside mechanical strength, these fibers eliminate the need for secondary bleaching processes, thereby preserving the intrinsic integrity of the polymer while streamlining production workflows.
Achieving the "super white" classification in staple fibers is not merely a cosmetic achievement; it is a complex chemical and engineering process. The whiteness of a synthetic fiber is primarily dictated by the purity of the raw polymer, the efficiency of the extrusion process, and the precise application of optical brighteners. During the melt-spinning process, any thermal degradation of the polymer can lead to chromophore formation, which causes yellowing. To prevent this, manufacturers utilize highly stabilized raw materials and precisely controlled temperature profiles that prevent oxidative degradation before the polymer is extruded through the spinneret.
Furthermore, masterbatches containing specialized optical brightening agents are introduced into the polymer melt. These agents work by absorbing ultraviolet light and re-emitting it in the blue spectrum, effectively counteracting any residual yellow tones and creating a brilliant, super white appearance. This optical enhancement is permanent and does not wash out or fade over time. The result is a fiber with consistently high reflectance across the visible light spectrum, which is critically important for downstream applications where color consistency across massive production batches is required.
Titanium dioxide is frequently utilized as a delustering agent and a pigment in the production of these fibers. By scattering light effectively, it enhances the opaque and bright visual characteristics of the fiber. The careful calibration of titanium dioxide concentration ensures that the fiber achieves maximum whiteness without compromising its tensile strength or flexibility, maintaining the delicate balance required for high-speed carding and needle-punching processes.
The performance envelope of super white non-woven staple fibers extends far beyond their visual appeal. These fibers are specifically engineered to excel in the demanding environments of non-woven fabric manufacturing, where they must withstand high-speed mechanical manipulation and subsequent end-use stresses.
When evaluating materials for high-end non-woven applications, the distinction between standard fibers and super white variants becomes highly pronounced. While standard fibers may be adequate for basic insulation or low-cost wiping cloths, they fall short in applications requiring rigorous aesthetic and hygienic benchmarks. Super white fibers reduce reject rates in manufacturing by providing a guaranteed baseline of visual purity that standard fibers simply cannot match.
Additionally, standard fibers often require post-treatment chemical whitening to achieve acceptable brightness levels. This extra step introduces additional water consumption, energy usage, and chemical runoff, complicating the supply chain. Super white fibers bypass this requirement entirely, arriving at the non-woven facility ready for immediate processing. This inherent whiteness also translates to better dyeing capabilities if colored non-wovens are desired, as a pure white base ensures that added pigments appear vivid and accurate without muddying the final hue.
| Feature | Super White Fibers | Standard Fibers |
|---|---|---|
| Visual Purity | Exceptionally High | Moderate to Variable |
| Need for Post-Bleaching | Eliminated | Often Required |
| Polymer Degradation | Minimal | Higher Risk |
| Suitability for Medical Use | Ideal | Limited |
The true potential of super white non-woven staple fibers is unlocked during the conversion process, where loose fibers are transformed into cohesive, functional fabrics. The mechanical properties of these fibers make them highly adaptable to various web formation and bonding techniques.
In carding processes, the fibers must withstand aggressive mechanical opening and combing. The optimized friction coefficient and crimp structure of super white fibers allow them to flow smoothly through the carding machinery, minimizing fiber breakage and generating a highly uniform web. This uniformity is critical for ensuring that the final fabric has consistent strength and barrier properties across its entire surface area. In air-laid systems, these fibers demonstrate excellent dispersion characteristics, forming fluffy, homogeneous webs ideal for absorbent core applications where capillary action is paramount.
When processed through thermal bonding, the outer layers of the fibers melt at precisely controlled temperatures to form strong weld points at fiber intersections. Because super white fibers are formulated with precise melting characteristics, they bond efficiently without creating stiff spots, preserving the textile-like hand feel of the fabric. Alternatively, in needle-punching or hydroentangling, the high tensile strength of the fibers ensures that the fabric can endure intense physical entanglement without tearing, resulting in highly durable geotextiles or industrial wipes that maintain their brilliant white appearance even after heavy use.
The hygiene sector represents the largest and most demanding application arena for super white non-woven staple fibers. In products that come into direct contact with human skin—often for extended periods—visual cleanliness is intrinsically linked to consumer perception of safety and comfort.
In healthcare environments, the stakes associated with material selection are exceptionally high. Contamination control is a matter of life and death, and the materials used must support strict sterilization protocols without degrading. Super white non-woven staple fibers are indispensable in manufacturing surgical gowns, drapes, and sterilization wraps. The brilliant white color allows medical professionals to instantly detect any signs of bodily fluid contamination, ensuring that compromised barriers are identified and replaced immediately.
Furthermore, these fibers are heavily utilized in the production of face masks and respirators. The electrostatic treatment often applied to the non-woven meltblown layers relies on a clean, stable substrate to function effectively. The use of super white staple fibers in the structural outer and inner layers of masks provides the necessary durability and comfort for prolonged wear, while their chemical inertness ensures that they do not react with sterilization agents such as ethylene oxide or gamma radiation. This stability guarantees that the protective equipment maintains its filtration efficiency and tensile integrity from the factory floor to the operating room.
While hygiene and medical applications dominate the conversation, the functional properties of super white non-woven staple fibers make them highly valuable in industrial and agricultural contexts as well. In agriculture, these fibers are woven into crop covers and shade nets. The high reflectance of the super white material helps to bounce excess sunlight away from delicate crops, preventing scorching while simultaneously allowing necessary photosynthesis to occur. The durability of the non-woven structure also provides a physical barrier against pests and harsh weather elements.
In industrial applications, the fibers are transformed into heavy-duty filtration media. Air and liquid filtration systems benefit from the precise control over fiber denier, which allows engineers to design non-woven filters with specific pore sizes to capture particulate matter, dust, and aerosols. The super white characteristic is particularly useful in cleanroom environments, where white filters are standard because they make it easy to see loading and contamination levels, indicating when a filter change is required. Additionally, the fibers are used in automotive interiors for trunk liners and headliners, where their acoustic dampening properties combine with a clean, premium aesthetic.
Adopting super white non-woven staple fibers offers profound economic advantages for manufacturers, primarily through the optimization of the production cycle. By integrating the whitening process at the polymer extrusion stage, facilities eliminate the space, labor, and capital expenditure associated with downstream bleaching equipment. This consolidation of processes significantly reduces water consumption and eliminates the need for harsh chemical bleaching agents, lowering operational costs while aligning with global environmental compliance standards.
From a sustainability perspective, the enhanced durability and strength of these fibers mean that less material is required to achieve a specific performance benchmark in the final non-woven fabric. This lightweighting effect reduces the overall mass of hygiene and medical products, leading to lower transportation emissions and reduced waste generation at the end of the product's life cycle. Furthermore, because these fibers can be engineered from polypropylene or polyester, they are inherently recyclable in dedicated waste streams, contributing to the circular economy models that are increasingly mandated by international environmental regulations.
The evolution of super white non-woven staple fibers is closely tied to the broader trends of material science and green chemistry. Current research is heavily focused on incorporating bio-based polymers into the super white formulation without compromising the optical brightness or mechanical robustness. As the industry moves away from virgin fossil fuels, the ability to produce a pristine white fiber from recycled feedstocks represents a significant technological hurdle that manufacturers are actively overcoming through advanced purification and decontamination techniques.
Another major frontier is the development of smart non-wovens. Future iterations of super white fibers may feature integrated sensors or phase-change materials that can actively respond to environmental stimuli, such as changes in temperature or humidity. For example, a medical dressing made from advanced super white fibers could visually indicate the presence of infection through a color-change mechanism triggered by pH levels, all while maintaining its baseline brilliant white appearance under normal conditions. As manufacturing technologies become more sophisticated, the boundary between passive structural fibers and active, functional materials will continue to blur, cementing the role of super white non-woven staple fibers as a cornerstone of advanced material engineering.

What Are the Key Properties of Polyester Staple Fiber?
2026-05-01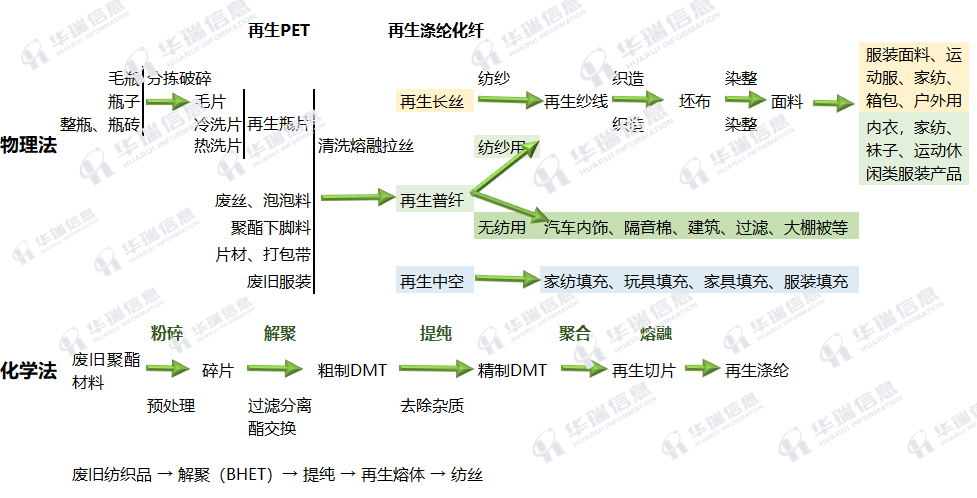
A picture to understand the recycled polyester industry chain process
2026-05-11Your email address will not be published. Required fields are marked *
Focusing to the research and production of differentiated fiber. Applying recycle-material processing scientifically.
Zhulinjizhen, Xinfeng Town, Jiaxing City, Zhejiang Province
Copyright @ 2023 Jiaxing Fuda Chemical Fibre Factory All rights reserved
Polyester Staple Fiber Manufacturers

Friendship link - Anhui Fulin Environmental Protection Technology Co., Ltd.:https://www.ahflhb.com









6D×51mm")
6D×76mm")

